鉛はんだで使用してきた各種ハンダゴテ左から17W27W30Wです。17Wより27Wの先が細い、このようにワッテージのみならずこて先の形状も大切な選択要素です。目的に応じた使いやすい形状を選びましょう。絶対にこてさきは削らないようにしましょう。以前は削るタイプの裸銅のこて先もありましたが最近はめったに見かけません。セラミックヒーターになってから殆どメッキされたこて先です。鉛系各種はんだ、一番細いのはなんと0.3φ用途によって太さを選びましょう。 |
 |
ここでは理論を少しでも多くの方に理解していただき従来の鉛錫系はんだから、錫、銀系はんだへの移行の、早期取組をお願いしたいと思います。特にオーディオの自作系では、ビンテージはんだと、称して鉛はんだが、1m当たり大変高額で取引されています。電線の高純度がもてはやされる一方で、半田の純度は相反する方向です。現在主流の無鉛はんだでは、作業が若干難しくなっていますが、はんだの種類、はんだごてを選べば、多少難易度は上がるものの問題なくはんだできます。下記は、旧来の鉛はんだについての記述に追補する形で記載変更します。はんだ付けは、少年時代から行って来たのと量産工場での経験、自動半田(静止槽、噴流槽)~リフロー、ロボット半田、女工さんによる実体顕微鏡のマイクロソルダリング、などからの実践で得た知識からの公開です。
これがあまり知られていないことと思います。
接合したい母材(部品とプリントパターンまたはラグ端子など)を溶かさずに溶融した金属(はんだ)により母材とはんだの合金化反応により接合します。わかりやすく言えば銅と銅の間に溶けたはんだが入るとその部分で合金化反応を起こし接合するのです。もちろん十分な加熱とフラックスの酸化膜除去効果があって成り立つのです。だから普通のはんだでは銅以外はつきにくいのです。従ってはんだ付けは、溶接ではなく、ろう付けの仲間になります。本格的に知りたい向きは、図書館や大きな書店などでむずかしい専門書を参照してください。
① 電気的に接続
金属を接合することにより電気的に導通とする(接合状態、仕上がりで電気的性能が変わる)
② 機械的に接続
金属同士を目的の位置で固定する(強固に接続されないと長い期間で不良となる)
【鉛はんだ】従来電子回路に使う半田は目的により配合比の異なる錫、鉛系はんだで、一般に錫60%鉛40%のヤニ入り(活性化ロジン)はんだが用いられています。このほかに錫50%鉛50%のはんだがありますが電気器具の配線用です。また銀が1から2%入った銀入りはんだや錫63%の共晶はんだがあります。一般には錫60%のはんだが使われますが実際には、錫50%のはんだも、多く売られていますので、くれぐれも間違えないようにしなければいけません。共晶はんだは、低温で溶け出しますが、鉛が多くなるほど低温では溶けにくく高い温度のハンダゴテが必要です。銀入りはんだは、銀の印刷基板や銀電極の部品をはんだ付けする際に用いるのが本来の目的です。普通のはんだでは合金化反応の際、銀の成分がはんだに移行し、銀食われと呼ばれる現象が発生し銀電極が無くなってしまいます。高温となる電球には鉛の多い半田が必要になります。錫だけ、鉛だけでは融点が高く、合金の割合で融点と抵抗が変わるのです。共晶はんだとは液体と固体となる温度が183℃と同じ
(共晶温度)です。錫63%の共晶はんだがこれです。
【無鉛半田】RoHS司令による環境対応無鉛化で新しい半田の使用が主流になりました。鉛の全く入らない錫と銀と銅によるはんだです。錫96.5%銀3%銅0.5%程度となっています。松下と千住金属の特許が絡んでいます。発売当時はとても使いにくいものでした。特に初期段階で飛びついたオーディオ愛好家は、すぐに離れた訳が納得出来ます。今では、使用に際してストレスはほとんどありません。鉛が入っていない分、人体に有害な鉛ガスを吸わなくて済みます。
【はんだの形状】その他に形状では、インゴットや延べ板状になった棒半田、ペースト状のクリーム半田がありますが一般の人が使うものではありません。半田線の加工品で入手が容易になったリング半田がありますがそれは別に述べます。
あまり聞きなれない言葉と思いますが重要なのがこの濡れ性で、はんだ付けした際、濡れたように流れることを言います。(薄く伸びはんだは光る)銀入りはんだが濡れ性が良いです。但し高価です。もちろん使われるフラックスによっても変わります。買う前に私達一般人は溶かして試せないので信頼出来るメーカー品を買うしかないのです。錫60%の物でも溶かして固体化した結晶を見ると(実体顕微鏡でなくてもルーペで可能)かなりひどいものがあります。一時期無鉛はんだで問題となり、濡れ性という言葉を耳にした方もいるかと思います。今のものは大変改善されています。
現在市販のものは0.5φから2.0φが一般的です。しかも中にフラックスが入っています。メーカーによりフラックスの入った穴がシングルコアーのものとマルチコアーのものがあります。あまり細いはんだで、大きな端子や線をはんだ付けすると、フラックスの粒で周囲が汚れます。また小さな部品をはんだ付けするのに太いはんだでは盛り過ぎや隣の部品とブリッジしてしまいます。0.8φ以下が、細かなプリント基板やコネクターに適し、1.0φ以上はやや大きめのラグ端子のや真空管セットに向いています。1.6φ以上になると大型の同軸コネクターやキャビティーなどと用途は少ないと思います。一応0.80φ1.0φがあれば通常は間に合うと思います。私は基板配線には0.6φを昔から使用しています。
はんだにも消費期限があります。あまり古いものは、がさついた艶のない仕上がりとなります。通常2年程度が保証されています。ただどういう訳かビンテージはんだと称して古いものが、1m単位で切り売りされていますが、おすすめはしません。中に入っている活性化ロジンの劣化などもあるし金属自体が表面酸化しています。実際は古くなっても使えますのでそう心配は要らないですがわざわざ何十年も前のものを買う必要はありません。今時の狭いピッチのプリント基板に使用したら、フラックスの残渣で腐食することは十分に考えられます。使い残しのはんだは、不要な表面の酸化を防ぐため保存は袋に入れると良いでしょう。
① 母材を加熱する(はんだを接着剤のように塗るのではないので母材を先に加熱します。あるいは加熱とほぼ同時にはんだを流す)
② はんだを溶かす(加熱した母材とハンダゴテの間にはんだを流し込む)
③ 酸化膜除去(酸化膜がフラックスにより除去される)
④ 合金化反応(はんだがきれいに伸びてフィレット状になる。怖がらずにハンダゴテをあてておく)無鉛では高温で長時間はんだしないこと。
⑤ 冷却(固体化してきれいな輝きとなる)
⑥ 接合(接合部分の形状が確認できるはんだの量が適当)
アマチュアの製作では温度管理はほとんど行われていません。しかしハンダゴテの大は、小を兼ねるは、ありえません。また、小は大の代わりになりません。理由は前述の合金化反応に温度が大きく関わっているからです。最近は自動温度調節のハンダゴテがありますので使える範囲も広がっています。プリント基板ならセラミックヒーターで、通常17W前後、大型のスイッチ、コネクターには、27W程度が適しているようです。半導体を使った製作には従来の巻き線型のニクロムヒーターのハンダゴテは絶縁低下などにより不適当です。尚、容量が大きなハンダゴテが温度が高いのではありません。熱容量が大きいのです。温度と熱容量の関係を理解すれば無鉛はんだも容易です。そして部品への熱ストレスを避けるため。できるだけ低い温度で使用しましょう。かといってこて先温度を測って使用するアマチュアは少ないですが・・・・
鉛はんだで使用してきた各種ハンダゴテ左から17W27W30Wです。17Wより27Wの先が細い、このようにワッテージのみならずこて先の形状も大切な選択要素です。目的に応じた使いやすい形状を選びましょう。絶対にこてさきは削らないようにしましょう。以前は削るタイプの裸銅のこて先もありましたが最近はめったに見かけません。セラミックヒーターになってから殆どメッキされたこて先です。鉛系各種はんだ、一番細いのはなんと0.3φ用途によって太さを選びましょう。 |
|
信頼性の高いはんだ付けのために
① 【鉛はんだ】一流メーカーのJISマーク付きのものを使う。最近はMIL規格品も入手できる。千住金属、松尾半田などがJIS規格でヌレ性が優れている。MIL規格で入手が容易なのは日本アルミットやホーザンのRMAです。ホームセンターなどで売っています。
② 【無鉛はんだ】今からはんだする人は無鉛からはじめてください。無鉛はんだは千住金属のPAT.などもありM705RMAの無洗浄フラックスタイプの購入をお勧めします。これなら錫95.5%銀3%銅0.5%でオーディオ用として安心して使えます。銀は希少金属のため高価です。最近銀のない半田も出てますので成分比率の確認をしてください。
② 適した容量、こて先形状のハンダゴテを使う。(鉛、無鉛での使い分け)
③ ハンダゴテで、はんだをこねくり回さない。(つのはんだや艶のないはんだとなる)
④ はんだを盛り過ぎない。(部品の足や線の形状が確認出来る量が適当)
⑤ はんだ付け後、ニッパーで部品のリードを切ったら少量のはんだでもう一度はんだ付けする。(ストレスではんだが割れることの防止)
⑥ 高い温度のハンダゴテで長い時間部品を加熱しない。(熱ストレスによる劣化、変形)
⑦ こて先の酸化膜は頻繁にふき取る(水で濡らした雑巾や専用のクリーナーを使う)
⑧ 規格の無いものより信頼できるメーカーの物または実績のあるものを部品店などで購入してください。
はんだ付け例ここではあえて端子にからげて配線した例としています。プリント基板だとわかりにくいためです。 黄色線:線の形がわかり、なじんでいる良いはんだ付け、少ないと思う人は間違い。 空色線:線の形がわからず盛り過ぎで根元にはんだが流れていない。 紫色線:長時間こねたために、はんだにつやがない。 緑色線:はんだにつのがでている。 尚、盛られたはんだ付けが全て悪い訳ではありません。機械的強度を増すため盛るはんだ付け方法もあります。その場合は通常の量ではんだ付けしたあと仕上げに盛ってください。 |
 |
予備はんだとは事前に電線(ヨリセン)などにあらかじめはんだを流しておくことです。こうすることによりはんだ付けの時は合金化反応を行わず、はんだ同士で融合することになり、きれいにはんだ付けできます。短時間で接続でき、ビニール被覆も溶けません。またヨリセンもばらけません。配線には必ず予備はんだが必要です。
リングはんだとは、その名の通りリング状に半田を形成したもので、従来は特殊用途で、たとえばフロッピーデスクのヘッドの極細ピンへの半田付けに使われてきました。しかし一部の大手メーカーでしか生産していなく大変高価なものでした。最近、アマチュア向けにもローコストに販売してくれるメーカーもあります。専用の加工機を開発している会社のためこのようなことも可能となりました。使い方には、2通りあります。ひとつは単純に部品の足端末にリング半田を掛けて付けてしまうものと、部品側を加熱し半田に熱が伝わり溶けるのを待つ方法です。前者は、半田を持つ手がないとき便利ですが、後者は定量半田付けに適しています。ただし後者は熱伝道のため、リングを通したあと半田をつまんでください。半田付け例の写真は暫定紹介です。
 |
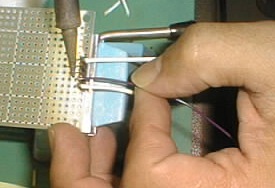 |
| 両手がふさがって半田が送れない時便利です。 | 2.54ミリピッチのピンに線を半田付けする場合、隣のピンとの間隔が狭い時の定量半田で不慣れな人でもブリッジを防げる。 |